无锡尼可超声波设备有限公司(13771501564刘先生)专业电池极片焊接机,电池极耳专用超声波焊接机:锂电池极片焊接机,动力电池极片焊接机,镍氢电池极耳焊接设备,多层铝箔焊接设备,锂电池正极焊接设备,锂电池负极焊接设备,镍锌电池焊接机,超声波镍氢电池极片焊接机,多层铜箔焊接机,锂电池极片焊接机,铝极耳与镍极耳焊接机,软包锂电池焊接机
电池极片/锂电池极耳专用超声波焊接机
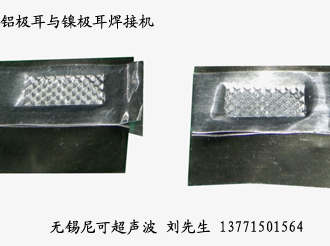
一、锂电池极片焊接机设备概况:电池极片超声波焊接主要分单点和多点焊接,另一项重要用途为自动极片焊机和自动卷绕机配套超声波焊接。用于锂离子电池极耳正负极单层铜、铝箔与镍片或铜片、铝片焊接,铜箔为0.08mm左右,铝箔为0.01mm左右,镍、铝片为0.1mm左右。 二、锂电池极片焊接机适用焊接范围: 三、电池极片焊接机焊接工艺:铝带与铝盖焊接;镍带与铜箔焊接(多点);铝带与铝箔焊接(条形);铝带与铝箔焊接(条形);铝带与铝箔焊接(多点);镍带与铝带;镍带与铜箔;镍带与铜箔多层;铝带与铝箔多层;铝壳与铝镍复合带焊接;镍带与铜箔多层;铝带与铝箔多层;铜管封尾;汽车线束;电池极耳;马达端子等焊接。单点锂电池极片焊接机焊接选择20K或40K焊机均可,自动卷绕机里选择40K全波焊头。根据锂电池极片焊接机及材料的要求确定焊头形状。焊头及底砧纹路的设计非常关键。 四、电池极片焊接机参数指标:电源输入AC220V±10%/50Hz,输出功率1800W,工作频率24KHz 五、动力电池极片焊接机,多层电池极片焊接机性能优点:
五、电池极片焊接机主要技术参数: 电池极片焊接机工作频率:20KHZ±0.3KHZ 六、动力电池极耳焊接机焊接优点: 1)、焊接材料不熔融,不脆弱金属特性。 七、动力电池电池极片焊接机典型案例有: 东莞新能源
|







无锡尼可超声波有限公司
地址:无锡市锡山经济开发区团结中路58号(春象工业园)
联系人:刘绪军13771501564
电话:0510-88213215
传真:0510-81006855
邮箱:nicle00@163.com
网址:www.wxnicle.com
WuxiNicleUltrasonicEquipmentCo.,
Mr.Liu
Mobile:(0)13771505164
FAX:86-510-88213215
Zip:214102
E-mail:nicle00@163.com
Msn:nicle00@163.com
QQ:421749531
Address:XishanDistrict,WuxiCityIndustrialPark,UnityRoadHaruzo,China
超声波金属封管机铜管封尾机汽车线束焊接机,多股铜铝线焊接机,电缆屏蔽层焊接机,太阳能集热板焊接机超声波金属滚焊机超声波金属焊接机电池极片焊接机Ultrasonicmetalweldingmachine铜管数控冲孔翻边机,导线与铜片焊接机铜线端子焊接机,汽车集电环焊接机,铜管冲孔翻边机 Nomex纸蜂窝板超声波切割刀头